Как сделать пластиковое изделие дешевле?

Этот вопрос самый интересный для клиентов компании Пластформа.
Напомним, что цикл создания пресс-формы для литья пластикового изделия включает в себя его проектирование. Этот этап иногда выполнен не нашими специалистами, а собственными силами заказчика. В процессе проектирования детали данная статья поможет удешевить продукцию.
Коротко
- Обеспечьте уклоны стенок 3 градуса для обеспечения съёма изделий.
- Избегайте боковых отверстий, поднутрений или выпуклостей. Данные элементы сильно увеличивают стоимость пресс-формы. Чаще всего это необходимо для крепления пластикового изделия, старайтесь найти альтернативное решение креплений детали.
- Избегайте резьбы.
- Избегайте длинных и тонких элементов.
- Замените углы на внешней геометрии детали на скругления радиусом больше 1мм.
- Уменьшите объём и вес изделия за счёт рёбер жёсткости.
- Выбирайте менее трудоёмкую технологию обеспечения чистоты поверхности, например, шагрень.
- Не задавайте высокие требования к размерам пластиковой детали (не ниже 14 квалитета).
- Старайтесь иметь на внешней стороне детали участок для впрыска, не требующий качественной поверхности.
- Избегайте мелкой гравировки и острых углов.
- Выбирайте менее текучий материал.
- Старайтесь придерживаться симметрии в детали. Это решит множество проблем.
- Ознакомьтесь с понятием количества «гнёзд» у пресс-форм.
- Ознакомьтесь с горячеканальными пресс-формами.
Подробно
На нашем производстве имеется термин «законы литья». Этой фразой мы называем особенности метода литья под давлением (наши пресс-формы и литьевые машины работают по этому методу). Геометрия пластикового изделия, которая закладывается при проектировании, должна соответствовать «законам литья». Если это соблюдается, то пресс-форма будет иметь максимально простую конструкцию, что гарантирует низкую стоимость и большую надёжность пресс-формы. Оба эти параметра влияют на стоимость пластикового изделия (см. формулу 1).
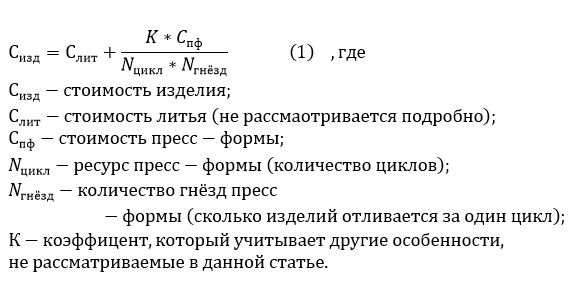
Снижение стоимости пресс-формы влечёт снижение стоимость одного изделия.
Увеличение надёжности пресс-формы увеличивает количество циклов, которое пресс-форма может отработать, что тоже снижает стоимость одного изделия.
Что нужно сделать, чтобы пластиковое изделие имело низкую стоимость? Примечание: выполнить все рекомендации может быть не возможным из-за назначения пластикового изделия.
-
Уклоны.
Рекомендуется 3 градуса, это значение будет универсальным для многих пластиков и элементов детали.
Для того, чтобы понимать какие стороны нуждаются в уклонах, необходимо понимать ориентацию расположения пластикового изделия в пресс-форме. Рассмотрим простой пример (рис. 1.1-1.2).
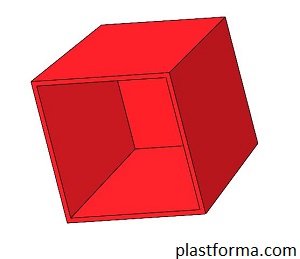
Рис.1.1 - Пластиковая деталь.
За пластиковую деталь взята простая для понимания «коробочка». Её модель задана с уклоном стенок 3 градуса.
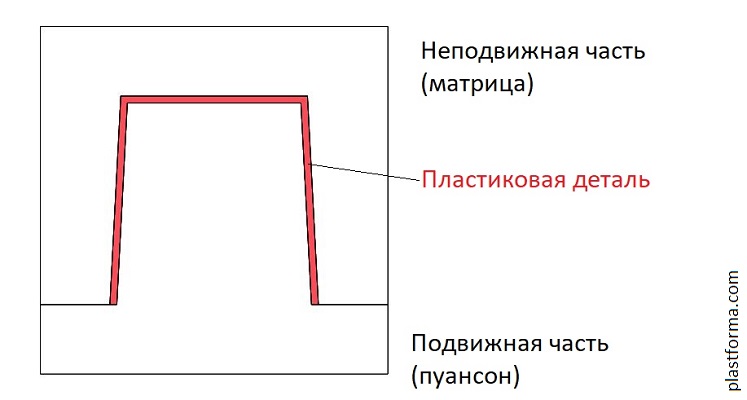
Рис.1.2 - Формообразующие детали пресс-формы и деталь литья (разрез).
Так выглядит деталь в разрезе внутри формообразующих элементов пресс-формы.
Уклоны нужны для двух процессов, происходящих при литье:
- для того, чтобы пластиковое изделие при размыкании формы не осталось в неподвижной части (матрице), иначе потом его можно достать только с повреждениями (рис. 1.3);
- для того, чтобы изделие при работе системы толкания сбрасывалось с подвижной части формы (пуансона) без заломов и царапин (рис. 1.4).
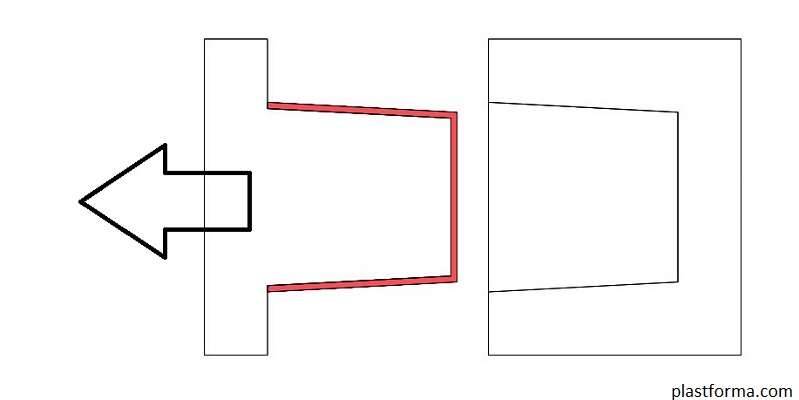
Рис.1.3 - Размыкание формы.
Пластмассовое изделие осталось на подвижной части, что правильно.

Рис.1.4 - Иллюстрация сброса пластиковой детали.
Сброс детали с подвижной части выполняется с помощью системы толкания, которая на иллюстрации не изображена.
Если не соблюдать уклоны, то при размыкании формы пластик остывает в пресс-форме, после чего его сложно извлечь. Это влечёт риск повреждения пресс-формы, пластиковое изделие после такого съёма может иметь заломы и быть не пригодным для продажи и эксплуатации.
Особо важно иметь уклоны на тонких и длинных элементах пластмассовой детали.
Пластиковое изделие может быть сложной формы, поэтому клиенту может быть сложно самостоятельно определить ориентацию изделия в пресс-форме. При обращении в Пластформу наш инженер поможет сделать правильный выбор.
Если пластиковая деталь не может иметь уклоны из-за своего назначения, то приходится применять сложную конструкцию с дополнительными подвижными элементами (шиберами), что сильно увеличивает стоимость и время изготовления пресс-формы (об этом в следующем пункте).
-
Избегать боковых поднутрений или выпуклостей.
Если у пластмассового изделия имеются боковые отверстия, замочки, зацепы и др., т.е. какие-нибудь боковые полости и выпуклости, (рис.2.1) или стенки не могут иметь уклоны, то используется дополнительные боковые подвижные формообразующие детали, которые называются шиберами.
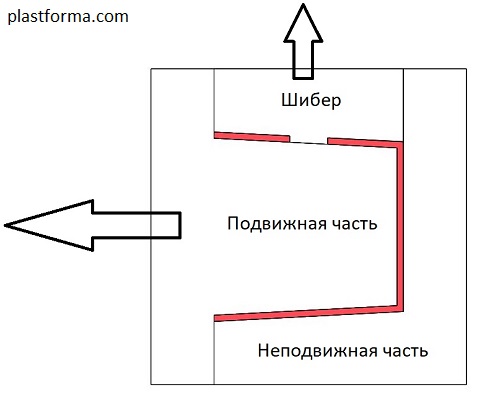
Рис.2.1 - Шибер для оформления бокового отверстия.
Такая конструкция увеличивает стоимость формы и время её изготовления. Существует несколько способов, которые помогут избежать это.
Вкладыши.
Вместо подвижного элемента можно изготовить комплект вкладышей. При литье литейщик будет устанавливать вкладыш в своё место и получать пластмассовое изделие с вкладышем внутри, извлекать его и устанавливать в пресс-форму для следующего цикла.
При этом способе увеличивается стоимость на услугу литья и время литья партии изделий. При маленьких тиражах изделий такой способ бывает более подходящий и выгодный для заказчиков, желающих сэкономить на пресс-форме.
Часто боковые отверстия и полости встречаются из-за необходимости крепления пластикового изделия куда-либо.
Крепление склеиванием.
При этом способе станет дороже услуга сборки. Такой способ тоже бывает выгодным, но нужно учесть вредность работы с клеем и время на склеивание.
Другие конструкторские решения.
Избегать шиберов другими видами крепления. К примеру, на нашей практике часто встречаются изделия, в которых боковые отверстия можно заменить на паз, выходящих в линию разъёма.
Защёлки.
Если изделие не декоративное, то можно применять защёлки со сквозными отверстиями в крышку, этот метод защёлок без применения шиберов.
-
Избегать резьб.
Для изготовления внутренней резьбы в пресс-форму добавляют вращающийся знак, для работы которого используют редуктор и привод.
Для изготовления внешней резьбы часто используются шиберы (см. п.2), но бывают исключения, когда линию разъёма можно расположить вдоль оси резьбы.
Избегайте резьб, они могут сильно увеличить стоимость пресс-формы.
-
Избегать длинных и тонких элементов.
Их сложно заполнить материалом и сложно извлечь при съёме. Чтобы изготовить формообразующую деталь для пластикового изделия с длинными и тонкими элементами, необходимо в процесс включать электроэрозионный станок, для которого изготавливается медный электрод. Также возникают сложности с полировкой.
-
Иметь скругления во внешней геометрии.
Углы в пластиковом изделии также выполняются за счёт электроэрозионного станка. Если не принципиально присутствует радиус или отсутствует на углах, то дешевле будет избежать обработки на данном станке. Радиус скругления зависит от высоты изделия и расположения её линии разъёма. Для низких изделий рекомендует радиус больше 1мм. Так же, скругления способствуют более качественному заполнению материалом, что положительно влияет на внешний вид изделий.
-
Уменьшите объём и вес изделия за счёт рёбер жёсткости.
Такое решение может привести к утяжинам.
-
Чистота поверхности.
Без дополнительной обработки
Это самая дешёвая чистота поверхности.
В этом случае на изделии будут видны следы обработки инструментами (различные риски и царапины). Такой вариант годится для спрятанных от взгляда мест и пластиковых изделий технического назначения. Например, если изделие при использовании будет залито цементом, его внешний вид не будет важен.
Полировка
Этот вариант может быть, как дешёвым, так и дорогим.
Дёшево будет, если полировка заключается в том, чтобы убрать следы обработки инструментами и оставить небольшую шагрень (шероховатость) для удержания детали на пуансоне при съёме.
Дороже будет, если необходимо полировать до зеркальной поверхности, в этом случае могут использоваться специальные вредные электро-химические установки, а также долгая ручная работа.
Пескоструйная обработка
Промежуточным вариантом является шероховатость (шагрень), обеспеченная за счёт такой обработки.
Электроэрозионный станок
Если рассматривать это вариант только с целью обеспечения определённой шероховатости поверхности, то вариант дорогой, т.к. необходимо покупать медь и изготавливать электрод.
Но на нашей практике часто бывает так, что фрезерной и токарной обработки недостаточно для изготовления формообразующих деталей, поэтому мы приходим к обработке на электроэрозионном станке. В этом случае мы согласовываем с клиентом, можно ли оставить шагрень. Если нет, то производится полировка, что удорожает процесс изготовления.
-
Не задавайте высокое требование к размерам пластикового изделия (не ниже 14 квалитета).
Необходимо понимать, что пластиковое изделие после литья меняет свои размеры. В основном рассматривают 2 этапа: изменение размера в течении нескольких минут после литья (первичная усадка) и в течении суток (вторичная усадка). Величина изменения размера зависит от материала и его поставщика и измеряется опытным путём.
Обеспечение точного размера увеличивает срок изготовления пресс-формы.
Существуют альтернативные варианты, о которых вам расскажут специалисты Пластоформа.
-
Иметь место для впрыска пластика при литье.
Обычно место и тип впрыска выбирает конструктор. Он руководствуется требованиями к внешнему виду изделия, конфигурацией изделия, количеством гнёзд и конструкцией пресс-формы. Зачастую, конструктор предлагает заказчику свой вариант, например, дополнительное отверстие или углубление в видимой части изделия, след от бокового впрыска и многое другое.
Сложность заключается в том, что при одногнездной пресс-форме, дешевле и правильнее, с точки зрения заполнения, впрыск произвести в видимую часть изделия, которая часто должна выглядеть презентабельно. В этом случае мы рекомендуем иметь снаружи изделия части, в которые можно было бы произвести впрыск, иначе придётся прибегать к более дорогим методам.
-
Избегать мелкой гравировки (надписей и символов).
Для мелкой гравировки необходимо покупать дорогостоящий инструмент. Также маленький размер вызывает группу других сложностей при изготовлении. Выбирайте крупную гравировку. Желательно иметь гравировку с толщиной шрифта, промежутками между элементами и радиусами вместо углов больше 1мм.
-
Выбирайте менее текучий материал.
При выборе материала для литья, желательно выбирать менее текучий материал. Текучий материал при литье затекает в зазоры 0,01-0,02мм. Текучий материал отражает на себе больше царапин и рисок, если это имеется.
Текучий материал требует от пресс-формы большей точности и качества поверхностей, а при литье большего времени для пуско-наладочных работ.
-
Симметрия изделия.
Симметричное изделие с впрыском в центр - это идеальная пластиковая деталь для пресс-формы и её литья.
Примечание: напомним, что эти рекомендации ведут к упрощению конструкции пресс-формы, что положительно сказывается на её стоимости и ресурсе.
Есть ещё несколько методов удешевить изделие. Эти методы увеличат стоимость пресс-формы и усложнят конструкцию, но также повлияют на другие параметры из формулы 1 таким образом, что стоимость одного пластикового изделия снизится. Чаще всего эти методы окупаются на больших партиях.
-
Гнёздность пресс-форм.
Это сколько изделий отливается за одно смыкание.
Чем больше гнёзд у пресс-формы, тем она дороже, но тем больше изделий она отливает за один цикл.
Увеличение количества гнёзд может быть выгодным.
-
Применение горячеканальных пресс-форм.
Горячеканальные пресс-формы дополнительно имеют свои нагреватели, помимо нагревателей литьевой машины. Такая пресс-форма значительно упрощает работу литейщикам. Поэтому литьё будет стоить дешевле.
Но такая пресс-форма имеет сложный коллектор, нагревательные элементы и собственный контроллер. Всё это сильно поднимает стоимость пресс-формы. Такие пресс-формы выгодны на больших партиях.
Итоги
Таким образом, на стадии проектирования пластмассового изделия, нужно понимать «законы литья», не применять невыполнимые элементы. Можно учесть все вышеперечисленные рекомендации и добиться максимально низкой стоимости пластикового товара, минимизировать механику для надежности пресс-формы и снизить расходы на ее приобретение. При уменьшении стоимости пресс-формы всегда нужно обращать внимание на экономический эффект в долгосрочном будущем, качество и надежность в применении пластикового изделия.

 +7 (812) 642-83-18
+7 (812) 642-83-18
 info@plastforma.com
info@plastforma.com
 198095, г. Санкт-Петербург, Урюпин переулок, дом 18, корп А
198095, г. Санкт-Петербург, Урюпин переулок, дом 18, корп А
 Пн-Пт 9:00-17:30
Пн-Пт 9:00-17:30